
 Doheem
Doheem






OVD Prozess: 185mm G.657.A1 Optical Fiber Preform
Preform Spezifikatioune
Preform Dimensiounen
D'Dimensioune vun de Virforme solle sinn wéi an der Tabell 1.1 hei ënnen.
Dësch 1.1 Preform Dimensiounen
| Artikel | Ufuerderunge | Remarque | |
| 1 | Duerchschnëtt Preform Duerchmiesser (OD) | 135 ~ 160 mm | (Note 1.1) |
| 2 | Maximal Preform Duerchmiesser (ODmax) | ≤ 160 mm | |
| 3 | Minimum Preform Duerchmiesser (ODmin) | ≥ 130 mm | |
| 4 | Toleranz vun OD (bannent enger Preform) | ≤ 20 mm (am direkten Deel) | |
| 5 | Preform Längt (inklusiv Grëff Deel) | 2600 ~ 3600 mm | (Note 1.2) |
| 6 | Effektiv Längt | ≥ 1800 mm | |
| 7 | Taper Längt | ≤ 250 mm | |
| 8 | Duerchmiesser um Enn vun taper | ≤ 30 | |
| 9 | Preform Non-circularity | ≤ 1% | |
| 10 | Konzentrizitéit Feeler | ≤ 0,5 μm | |
| 11 | Ausgesinn | (Note 1.4 & 1.5) |
Figur 1.1 Form vun engem Preform

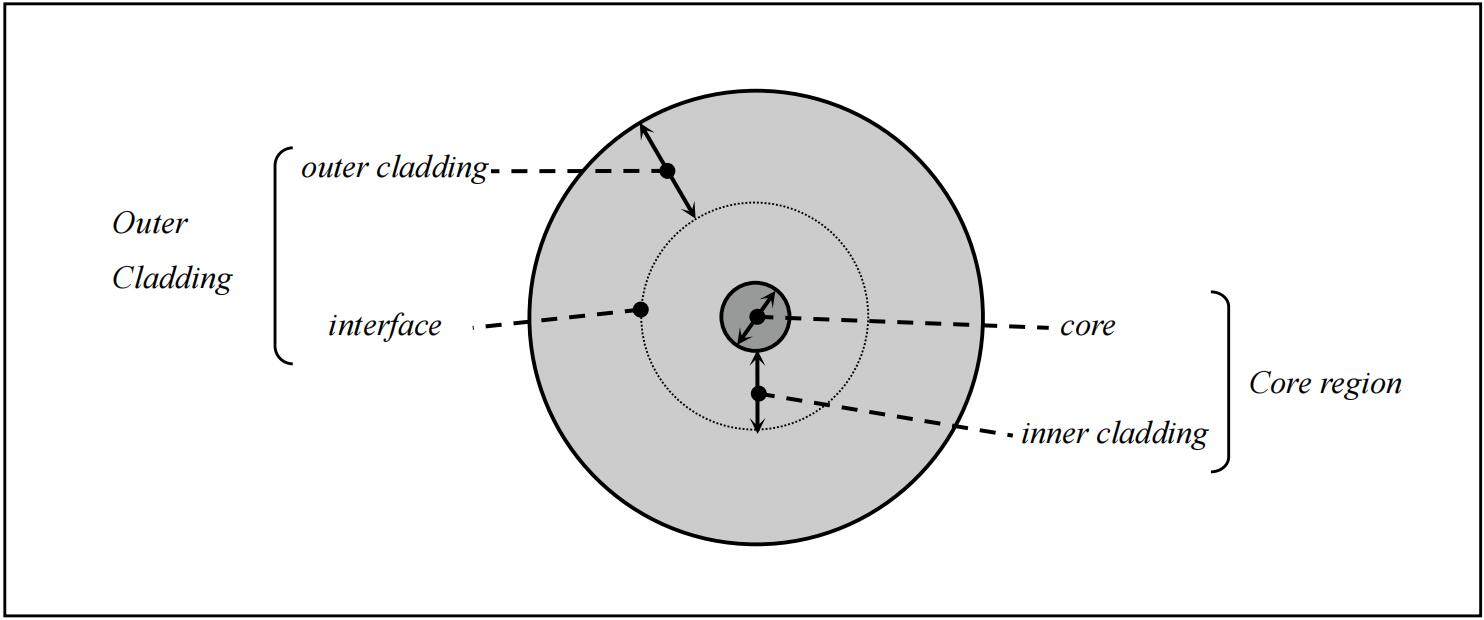
Note 1.4: D'Blasen an der baussenzeger Verkleedungsregioun (kuckt Bild 1.2) sinn erlaabt, jee no der Gréisst; d'Zuel vun de Bubbles pro Eenheetsvolumen däerf dës net an der Tabell 1.2 hei ënnen festleeën.
Dësch 1.2 Bubble an engem Preform
Location a Gréisst vun der Bubble |
Zuel / 1.000 cm3 |
|
Kärregioun (=Kär + Innenbekleedung) |
(Kuckt Note 1.5) |
|
|
Baussebekleedung Regioun (= Interface + Baussebekleedung) |
~0,5 mm |
Kee Grof |
0,5 ~ 1,0 mm |
≤ 10 |
|
1,0 ~ 1,5 mm |
≤ 2 |
|
1,5 ~ 2,0 mm |
≤ 1,0 |
|
2,1 mm ~ |
(Kuckt Note 1.5) |
|
Figur 1.2 Querschnitt Vue vun engem Preform
Figur 1.2 Querschnitt Vue vun engem Preform
Chargeable Gewiicht
Zil Fiber Charakteristiken
Wann d'Zeechungsbedéngungen an d'Messbedéngungen optimal a stabil sinn, sollen d'Virformen erwaart ginn datt se den Zilfaserspezifikatioune entspriechen wéi an der Tabell 2.1 gewisen.
Dësch 2.1 Zil Fiber Charakteristiken
Artikel |
Ufuerderunge |
||
1 |
Dämpfung bei 1310 nm |
≤ 0,35 dB/km |
|
Dämpfung bei 1383 nm |
≤ 0,35 dB/km |
(Note 2.1) |
|
Dämpfung bei 1550 nm |
≤ 0,21 dB/km |
||
Dämpfung bei 1625 nm |
≤ 0,23 dB/km |
||
Uniformitéit vun Attenuatioun |
≤ 0,05 dB/km bei 1310&1550 nm |
||
2 |
Modus Feld Duerchmiesser bei 1310 nm |
9,0 ± 0,4 µm |
|
3 |
Kabel Cutoff Wellelängt (λcc) |
≤ 1260 nm |
|
4 |
Null Dispersioun Wellelängt (λ0) |
1300 ~ 1324 nm |
|
5 |
Dispersioun bei 1285 ~ 1340 nm |
-3,8 ~ 3,5 ps/(nm·km) |
|
6 |
Dispersioun 1550 nm |
13,3 ~ 18,6 ps/(nm·km) |
|
7 |
Dispersioun 1625 nm |
17,2 ~ 23,7 ps/(nm·km) |
|
8 |
Dispersiounshäng op λ0 |
0,073 ~ 0,092 ps/(nm2·km) |
|
9 |
Kär / Verkleedung Konzentrizitéit Feeler |
≤ 0,5 µm |
|
10 |
Macro Béie induzéiert Verloscht |
(Note 2.2) |
|
30 mm Duerchmiesser, 10 Wendungen, bei 1550 nm |
≤ 0,25 dB |
||
30 mm Duerchmiesser, 10 Wendungen, bei 1625 nm |
≤ 1,0 dB |
||
20 mm Duerchmiesser, 1 Tour, bei 1550 nm |
≤ 0,75 dB |
||
20 mm Duerchmiesser, 1 Tour, bei 1625 nm |
≤ 1,5 dB |
||