







Proseso ng OVD: 185mm G.657.A1 Optical Fiber Preform
Mga Detalye ng Preform
Preform na Mga Dimensyon
Ang mga sukat ng preform ay dapat na tulad ng sa Talahanayan 1.1 sa ibaba.
Talahanayan 1.1 Preform na Mga Dimensyon
| item | Mga kinakailangan | Puna | |
| 1 | Average na Preform Diameter (OD) | 135 ~ 160 mm | (Tandaan 1.1) |
| 2 | Maximum Preform Diameter (ODmax) | ≤ 160 mm | |
| 3 | Minimum Preform Diameter (ODmin) | ≥ 130 mm | |
| 4 | Pagpapahintulot ng OD (sa loob ng Preform) | ≤ 20 mm ( sa tuwid na bahagi ) | |
| 5 | Preform Length (kabilang ang bahagi ng hawakan) | 2600 ~ 3600 mm | (Tandaan 1.2) |
| 6 | Epektibong haba | ≥ 1800 mm | |
| 7 | Taper ang haba | ≤ 250 mm | |
| 8 | Diameter sa dulo ng taper | ≤ 30 | |
| 9 | Preform Non-circularity | ≤ 1% | |
| 10 | Concentricity Error | ≤ 0.5 μm | |
| 11 | Hitsura | (Tandaan 1.4&1.5) |
Larawan 1.1 Hugis ng isang Preform

Tandaan 1.4: Ang mga bula sa panlabas na rehiyon ng cladding (tingnan ang Larawan 1.2) ay dapat pahintulutan, depende sa laki; ang bilang ng mga bula sa bawat dami ng yunit ay hindi dapat lumampas sa mga itinakda sa Talahanayan 1.2 sa ibaba.
Talahanayan 1.2 Bubble sa isang Preform
Lokasyon at Sukat ng Bubble | Numero / 1,000 cm3 | |
Pangunahing Rehiyon (=core + inner cladding) | (Tingnan ang Tala 1.5) | |
| Outer Cladding Rehiyon (=interface + panlabas na cladding) | ~ 0.5 mm | Walang Bilang |
0.5 ~ 1.0 mm | ≤ 10 | |
1.0 ~ 1.5 mm | ≤ 2 | |
1.5 ~ 2.0 mm | ≤ 1.0 | |
2.1 mm ~ | (Tingnan ang Tala 1.5) | |
Figure 1.2 Cross-sectional View ng isang Preform
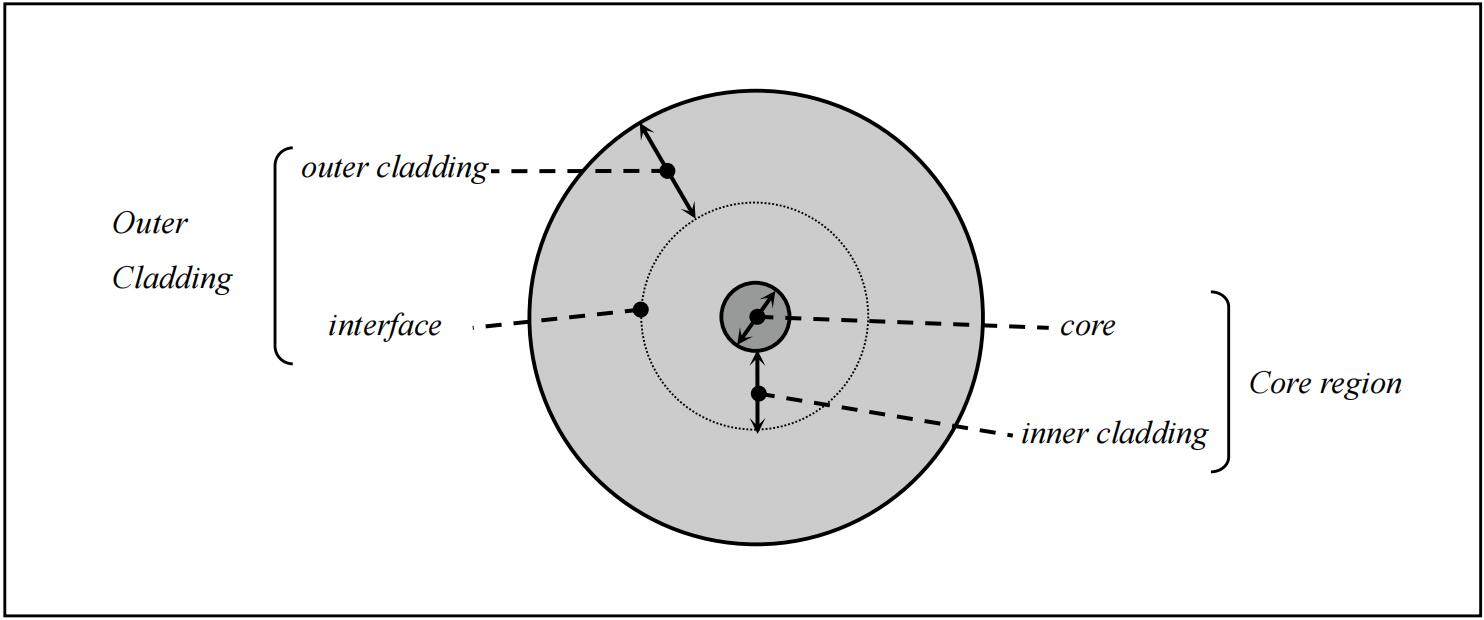
Figure 1.2 Cross-sectional View ng isang Preform
Sisingilin na Timbang
Mga Katangian ng Target na Fiber
Kapag ang mga kondisyon ng pagguhit at ang mga kondisyon ng pagsukat ay pinakamabuting kalagayan at matatag, ang mga preform ay dapat asahan na matugunan ang target na mga detalye ng hibla tulad ng ipinapakita sa Talahanayan 2.1.
Talahanayan 2.1 Mga Katangian ng Target na Hibla
item | Mga kinakailangan |
| |
1 | Pagpapalambing sa 1310 nm | ≤ 0.35 dB/km |
|
Pagpapalambing sa 1383 nm | ≤ 0.35 dB/km | (Tandaan 2.1) | |
Pagpapalambing sa 1550 nm | ≤ 0.21 dB/km |
| |
Pagpapalambing sa 1625 nm | ≤ 0.23 dB/km |
| |
Pagkakatulad ng Attenuation | ≤ 0.05 dB/km sa 1310&1550 nm |
| |
2 | Mode Field Diameter sa 1310 nm | 9.0 ± 0.4 µm |
|
3 | Cable Cutoff Wavelength (λcc) | ≤ 1260 nm |
|
4 | Zero Dispersion Wavelength (λ0 ) | 1300 ~ 1324 nm |
|
5 | Dispersion sa 1285~1340 nm | -3.8 ~ 3.5 ps/(nm·km) |
|
6 | Dispersion 1550 nm | 13.3 ~ 18.6 ps/(nm·km) |
|
7 | Dispersion 1625 nm | 17.2 ~ 23.7 ps/(nm·km) |
|
8 | Dispersion Slope sa λ0 | 0.073 ~0.092 ps/(nm2·km) |
|
9 | Error sa Core/Cladding Concentricity | ≤ 0.5 µm |
|
10 | Pagkawala ng Macro Bending Induced | (Tandaan 2.2) | |
30mm diameter, 10 turns, sa 1550nm | ≤ 0.25 dB | ||
30mm diameter, 10 turns, sa 1625nm | ≤ 1.0 dB | ||
20mm diameter, 1 turn, sa 1550nm | ≤ 0.75 dB | ||
20mm diameter, 1 turn, sa 1625nm | ≤ 1.5 dB | ||