
 Maison
Maison






Processus OVD : préforme de fibre optique G.657.A1 de 185 mm
Spécifications des préformes
Dimensions des préformes
Les dimensions de la préforme doivent être celles indiquées dans le tableau 1.1 ci-dessous.
Tableau 1.1 Dimensions des préformes
| Article | Exigences | Remarque | |
| 1 | Diamètre moyen de la préforme (OD) | 135 ~ 160 millimètres | (Remarque 1.1) |
| 2 | Diamètre maximum de la préforme (ODmax) | ≤ 160 millimètres | |
| 3 | Diamètre minimum de la préforme (ODmin) | ≥ 130 millimètres | |
| 4 | Tolérance de DO (dans une préforme) | ≤ 20 mm ( en partie droite ) | |
| 5 | Longueur de la préforme (y compris la partie poignée) | 2600 ~ 3600 millimètres | (Remarque 1.2) |
| 6 | Longueur efficace | ≥ 1800 millimètres | |
| 7 | Longueur conique | ≤ 250 millimètres | |
| 8 | Diamètre en bout de cône | ≤ 30 | |
| 9 | Non-circularité des préformes | ≤ 1 % | |
| dix | Erreur de concentricité | ≤ 0,5 μm | |
| 11 | Apparence | (Remarques 1.4 et 1.5) |
Figure 1.1 Forme d'une préforme

Note 1.4 : Les bulles dans la région du revêtement extérieur (voir Figure 1.2) doivent être autorisées, en fonction de leur taille ; le nombre de bulles par unité de volume ne doit pas dépasser celui stipulé dans le tableau 1.2 ci-dessous.
Tableau 1.2 Bulle dans une préforme
Emplacement et taille de la bulle |
Nombre / 1 000 cm3 |
|
Région centrale (=noyau + revêtement intérieur) |
(Voir remarque 1.5) |
|
|
Région de revêtement extérieur (=interface + revêtement extérieur) |
~ 0,5 mm |
Aucun décompte |
0,5 ~ 1,0 mm |
≤ 10 |
|
1,0 ~ 1,5 mm |
≤ 2 |
|
1,5 ~ 2,0 mm |
≤ 1,0 |
|
2,1 mm ~ |
(Voir remarque 1.5) |
|
Figure 1.2 Vue en coupe d'une préforme
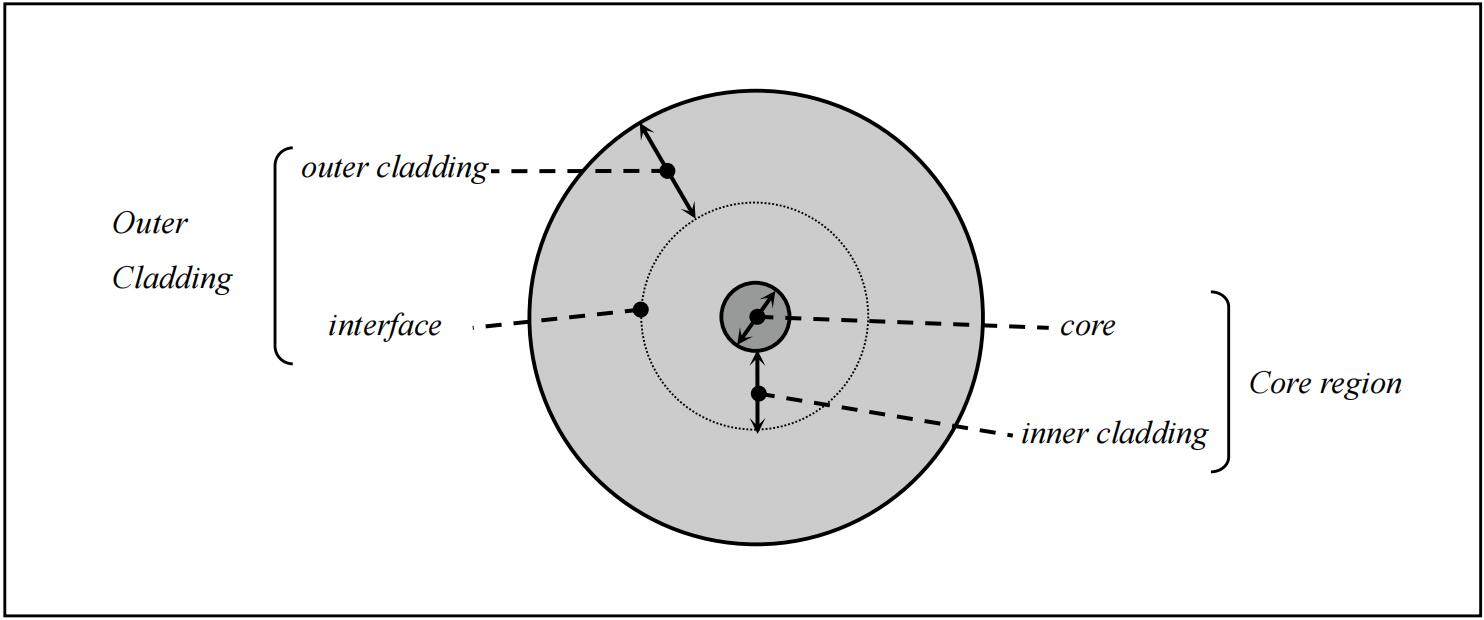
Figure 1.2 Vue en coupe d'une préforme
Poids taxable
Caractéristiques des fibres cibles
Lorsque les conditions d'étirage et les conditions de mesure sont optimales et stables, les préformes doivent répondre aux spécifications des fibres cibles, comme indiqué dans le tableau 2.1.
Tableau 2.1 Caractéristiques de la fibre cible
Article |
Exigences |
||
1 |
Atténuation à 1310 nm |
≤ 0,35 dB/km |
|
Atténuation à 1383 nm |
≤ 0,35 dB/km |
(Remarque 2.1) |
|
Atténuation à 1550 nm |
≤ 0,21 dB/km |
||
Atténuation à 1625 nm |
≤ 0,23 dB/km |
||
Uniformité de l'atténuation |
≤ 0,05 dB/km à 1310 et 1550 nm |
||
2 |
Diamètre du champ de mode à 1310 nm |
9,0 ± 0,4 µm |
|
3 |
Longueur d'onde de coupure du câble (λcc) |
≤ 1260 nm |
|
4 |
Longueur d'onde à dispersion nulle (λ0) |
1 300 ~ 1 324 nm |
|
5 |
Dispersion à 1285~1340 nm |
-3,8 ~ 3,5 ch/(nm·km) |
|
6 |
Dispersion 1550 nm |
13,3 ~ 18,6 ch/(nm·km) |
|
7 |
Dispersion 1625 nm |
17,2 ~ 23,7 ch/(nm·km) |
|
8 |
Pente de dispersion à λ0 |
0,073 ~0,092 ps/(nm2·km) |
|
9 |
Erreur de concentricité noyau/gaine |
≤ 0,5 µm |
|
dix |
Perte induite par la macro-flexion |
(Remarque 2.2) |
|
30 mm de diamètre, 10 tours, à 1550 nm |
≤ 0,25 dB |
||
30 mm de diamètre, 10 tours, à 1625 nm |
≤ 1,0 dB |
||
20 mm de diamètre, 1 tour, à 1550 nm |
≤ 0,75 dB |
||
20 mm de diamètre, 1 tour, à 1625 nm |
≤ 1,5dB |
||