
 Acasă
Acasă






Proces OVD: Preformă Fibră Optică G.657.A1 de 185 mm
Specificații preforme
Dimensiuni preforme
Dimensiunile preformelor trebuie să fie ca în tabelul 1.1 de mai jos.
Tabelul 1.1 Dimensiuni preforme
| Articol | Cerințe | Observație | |
| 1 | Diametrul mediu al preformei (OD) | 135 ~ 160 mm | (Nota 1.1) |
| 2 | Diametrul maxim al preformei (ODmax) | ≤ 160 mm | |
| 3 | Diametrul minim al preformei (ODmin) | ≥ 130 mm | |
| 4 | Toleranța OD (în cadrul unei preforme) | ≤ 20 mm (în partea dreaptă) | |
| 5 | Lungimea preformei (inclusiv partea mânerului) | 2600 ~ 3600 mm | (Nota 1.2) |
| 6 | Lungimea efectivă | ≥ 1800 mm | |
| 7 | Lungimea conică | ≤ 250 mm | |
| 8 | Diametrul la capătul conicității | ≤ 30 | |
| 9 | Non-circularitatea preformelor | ≤ 1 % | |
| 10 | Eroare de concentricitate | ≤ 0,5 μm | |
| 11 | Aspect | (Nota 1.4 și 1.5) |
Figura 1.1 Forma unei preforme

Nota 1.4: Bulele din regiunea exterioară a placajului (a se vedea figura 1.2) sunt permise, în funcție de dimensiune; numărul de bule pe unitatea de volum nu va depăși pe cele prevăzute în Tabelul 1.2 de mai jos.
Tabelul 1.2 Bubble într-o preformă
Locația și dimensiunea bulei |
Număr / 1.000 cmc |
|
Regiunea de bază (=miez + placare interioară) |
(A se vedea nota 1.5) |
|
|
Regiunea de placare exterioară (=interfață + placare exterioară) |
~ 0,5 mm |
Fără numărare |
0,5 ~ 1,0 mm |
≤ 10 |
|
1,0 ~ 1,5 mm |
≤ 2 |
|
1,5 ~ 2,0 mm |
≤ 1,0 |
|
2,1 mm ~ |
(A se vedea nota 1.5) |
|
Figura 1.2 Vedere în secțiune transversală a unei preforme
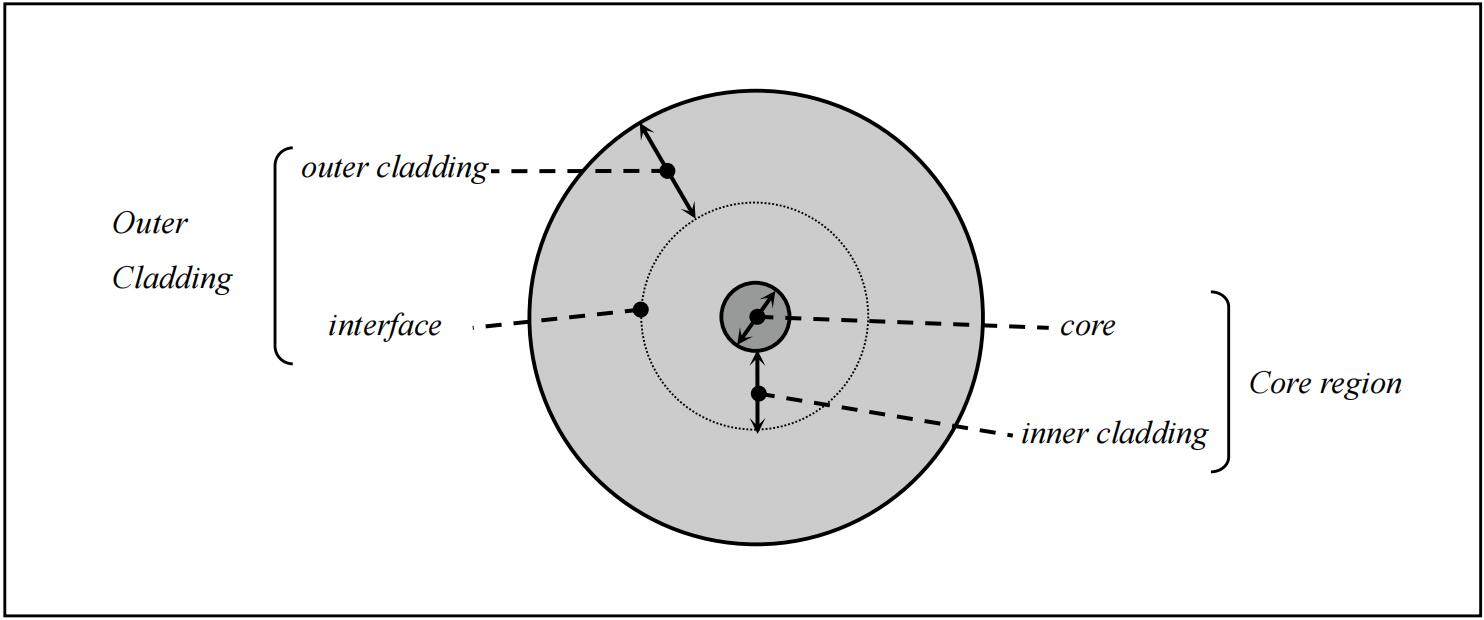
Figura 1.2 Vedere în secțiune transversală a unei preforme
Greutate taxabilă
Caracteristicile fibrelor țintă
Atunci când condițiile de trefilare și condițiile de măsurare sunt optime și stabile, se așteaptă ca preformele să îndeplinească specificațiile fibrelor țintă, așa cum se arată în tabelul 2.1.
Tabelul 2.1 Caracteristicile fibrelor țintă
Articol |
Cerințe |
||
1 |
Atenuare la 1310 nm |
≤ 0,35 dB/km |
|
Atenuare la 1383 nm |
≤ 0,35 dB/km |
(Nota 2.1) |
|
Atenuare la 1550 nm |
≤ 0,21 dB/km |
||
Atenuare la 1625 nm |
≤ 0,23 dB/km |
||
Uniformitatea atenuării |
≤ 0,05 dB/km la 1310&1550 nm |
||
2 |
Mod Diametru câmp la 1310 nm |
9,0 ± 0,4 µm |
|
3 |
Lungime de undă de tăiere a cablului (λcc) |
≤ 1260 nm |
|
4 |
Lungime de undă cu dispersie zero (λ0) |
1300 ~ 1324 nm |
|
5 |
Dispersie la 1285~1340 nm |
-3,8 ~ 3,5 ps/(nm·km) |
|
6 |
Dispersie 1550 nm |
13,3 ~ 18,6 ps/(nm·km) |
|
7 |
Dispersie 1625 nm |
17,2 ~ 23,7 pc/(nm·km) |
|
8 |
Panta de dispersie la λ0 |
0,073 ~ 0,092 ps/(nm2·km) |
|
9 |
Eroare de concentricitate miez/plac |
≤ 0,5 µm |
|
10 |
Pierdere indusă de îndoire macro |
(Nota 2.2) |
|
30 mm diametru, 10 ture, la 1550 nm |
≤ 0,25 dB |
||
30 mm diametru, 10 ture, la 1625 nm |
≤ 1,0 dB |
||
20 mm diametru, 1 tură, la 1550 nm |
≤ 0,75 dB |
||
20 mm diametru, 1 tură, la 1625 nm |
≤ 1,5 dB |
||