
 Dom
Dom






Proces OVD: preforma światłowodowa G.657.A1 185 mm
Specyfikacje preform
Wymiary preformy
Wymiary preformy powinny być zgodne z tabelą 1.1 poniżej.
Tabela 1.1 Wymiary preform
| Przedmiot | Wymagania | Uwaga | |
| 1 | Średnia średnica preformy (OD) | 135 ~ 160 mm | (Uwaga 1.1) |
| 2 | Maksymalna średnica preformy (ODmax) | ≤ 160 mm | |
| 3 | Minimalna średnica preformy (ODmin) | ≥ 130 mm | |
| 4 | Tolerancja OD (w preformie) | ≤ 20 mm (w części prostej) | |
| 5 | Długość preformy (łącznie z częścią uchwytu) | 2600 ~ 3600 mm | (Uwaga 1.2) |
| 6 | Efektywna długość | ≥ 1800 mm | |
| 7 | Długość stożkowa | ≤ 250 mm | |
| 8 | Średnica na końcu stożka | ≤ 30 | |
| 9 | Preforma Nieokrągłość | ≤ 1% | |
| 10 | Błąd koncentryczności | ≤ 0,5 μm | |
| 11 | Wygląd | (Uwaga 1.4 i 1.5) |
Rysunek 1.1 Kształt preformy

Uwaga 1.4: Pęcherzyki w obszarze zewnętrznego płaszcza (patrz rysunek 1.2) są dopuszczalne, w zależności od rozmiaru; liczba pęcherzyków na jednostkę objętości nie powinna przekraczać wartości podanych w tabeli 1.2 poniżej.
Tabela 1.2 Bąbel w preformie
Lokalizacja i rozmiar bańki |
Liczba / 1000 cm3 |
|
Region rdzenia (=rdzeń + płaszcz wewnętrzny) |
(Patrz uwaga 1.5) |
|
|
Region okładziny zewnętrznej (=interfejs + okładzina zewnętrzna) |
~0,5 mm |
Brak liczenia |
0,5 ~ 1,0 mm |
≤ 10 |
|
1,0 ~ 1,5 mm |
≤ 2 |
|
1,5 ~ 2,0 mm |
≤ 1,0 |
|
2,1 mm~ |
(Patrz uwaga 1.5) |
|
Rysunek 1.2 Przekrój poprzeczny preformy
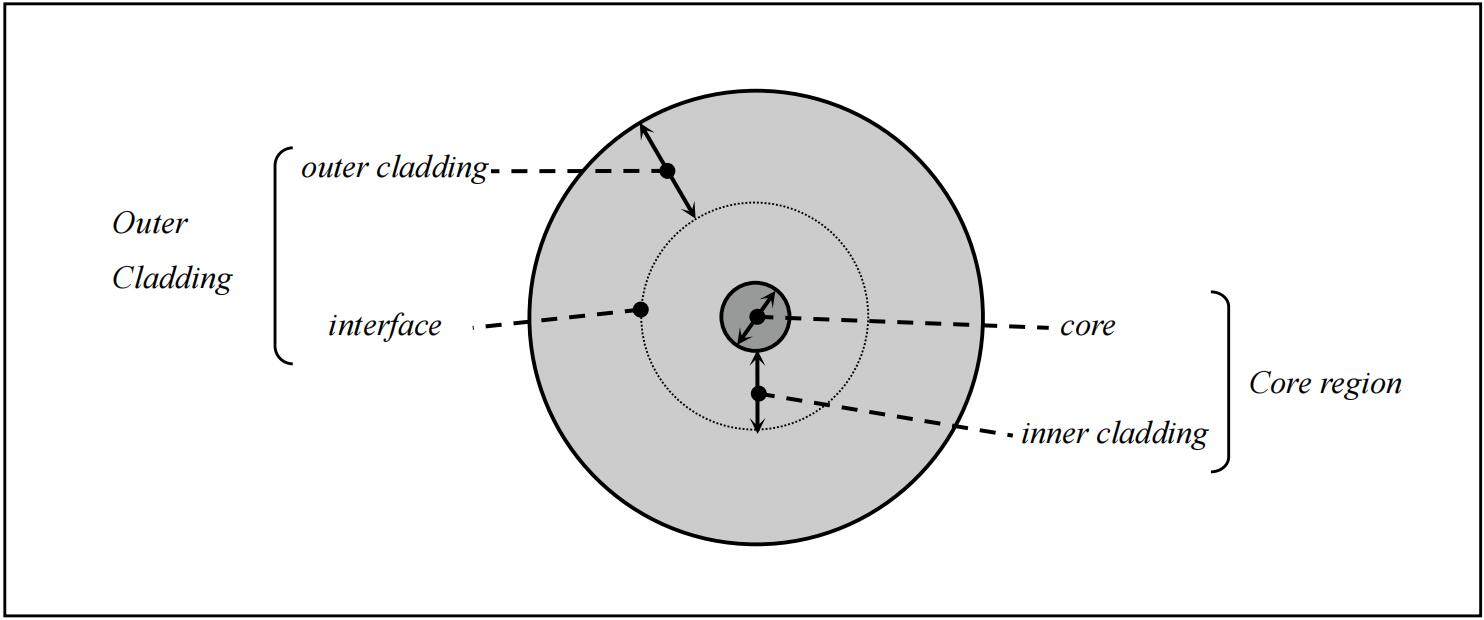
Rysunek 1.2 Przekrój poprzeczny preformy
Waga płatna
Docelowa charakterystyka włókien
Jeżeli warunki ciągnienia i warunki pomiaru są optymalne i stabilne, należy oczekiwać, że preformy będą spełniać docelowe specyfikacje włókien, jak pokazano w tabeli 2.1.
Tabela 2.1 Charakterystyka włókien docelowych
Przedmiot |
Wymagania |
||
1 |
Tłumienie przy 1310 nm |
≤ 0,35 dB/km |
|
Tłumienie przy 1383 nm |
≤ 0,35 dB/km |
(Uwaga 2.1) |
|
Tłumienie przy 1550 nm |
≤ 0,21 dB/km |
||
Tłumienie przy 1625 nm |
≤ 0,23 dB/km |
||
Jednorodność tłumienia |
≤ 0,05 dB/km przy 1310 i 1550 nm |
||
2 |
Średnica pola modowego przy 1310 nm |
9,0 ± 0,4 µm |
|
3 |
Długość fali odcięcia kabla (λcc) |
≤ 1260 nm |
|
4 |
Długość fali zerowej dyspersji (λ0) |
1300 ~ 1324 nm |
|
5 |
Dyspersja przy 1285 ~ 1340 nm |
-3,8 ~ 3,5 ps/(nm·km) |
|
6 |
Dyspersja 1550 nm |
13,3 ~ 18,6 ps/(nm·km) |
|
7 |
Dyspersja 1625 nm |
17,2 ~ 23,7 ps/(nm·km) |
|
8 |
Nachylenie dyspersji przy λ0 |
0,073 ~0,092 ps/(nm2·km) |
|
9 |
Błąd koncentryczności rdzenia/płaszcza |
≤ 0,5 µm |
|
10 |
Straty wywołane makrozginaniem |
(Uwaga 2.2) |
|
Średnica 30 mm, 10 zwojów, przy 1550 nm |
≤ 0,25 dB |
||
Średnica 30 mm, 10 zwojów, przy 1625 nm |
≤ 1,0 dB |
||
Średnica 20 mm, 1 obrót, przy 1550 nm |
≤ 0,75 dB |
||
Średnica 20 mm, 1 obrót, przy 1625 nm |
≤ 1,5 dB |
||